استخدام
استخدامدر صنعت، فورج (Forge) به معنای کوره آهنگری، آهنگری کردن و کوبیدن است. عمل فورج نیز تکنیکی است که در آن فلزات با استفاده از نیروی فشاری متمرکز، به شکل و فرم مورد نظر تبدیل می شوند. این روش یکی از مهمترین روش های فلزکاری در صنعت تولید مقاطع فلزی، به ویژه در صنایع آهن و فولاد است. نیروهای فشاری با استفاده از چکش یا پتک، پرس و غلتک بر قطعه فلزی وارد میشود.
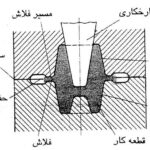
برای انجام عملیات فورج، قطعه اولیه را که لقمه نامیده میشود در میان دو نیمه قالب قرار داده و نیروی بسیار زیادی به صورت آهسته و یا ضربه ای به آن اعمال میگردد. با این شرایط قطعه گداخته شده درون قالب، شکل آن را به خود گرفته و مواد اضافی آن در حفره فلاش جمع میشوند. این مواد اضافی که دور ریز فورج نام دارند، در انتها از قطعه جدا میشوند.

فورج کاری یا فورجینگ با روشهای مختلفی انجام میشود که این روشها را بر اساس عوامل گوناگونی دسته بندی مینمایند.
محصولات فورج نیز با توجه به نوع آهنگری که در مراحل تولید آنها به کار رفته است از ویژگیها و کاربردهای خاصی برخورداراند.
- فولاد
- فولاد زنگ نزن
- آلومینیوم
- تیتانیوم
- برنج
- مس
- کبالت
- نیکل
مراحل فرآیند فورجینگ (آهنگری)
روش های گوناگونی برای عملیات فورجینگ وجود دارد؛ بسته به نوع فلز یکی از فرآیندهای فورجینگ مورد استفاده قرار می گیرد. عملیات فورجینگ را تقریبا روی هر فلزی می توان انجام داد.
- آماده سازی اولیه و تمیزکاری
- حرارت دادن قطعه کار (آهنگری داغ)
- پوسته زدایی در صورت لزوم
- پیش گرم کردن و روغن کاری قالب ها (آهنگری داغ)
- آهنگری در قالب های مناسب و با توالی صحیح
- برداشتن ماده اضافی (پلیسه یا فلش)
- تمیزکاری
- کنترل ابعادی
- کم کردن ابعاد در صورت لزوم
- ماشین کاری برای رسیدن به ابعاد نهایی
- عملیات حرارتی در صورت لزوم
- بازرسی و کنترل کیفیت
فورجینگ (Forging)
آهنگری یا فورجینگ فرآیندی شامل ضربه و فشرده سازی فلز است. فلزات سخت و سنگین قبل از فورجینگ نیاز به عملیات حرارتی دارند؛ اما فلزات نرم تر مانند آلومینیوم، برنج و مس را می توان به صورت سرد آهنگری کرد. صرف نظر از گرم یا سرد بودن روش، فرآیند فورجینگ شامل استفاده از یک نیروی زیاد با استفاده از پتک، قالب یا وزنه سنگین است.
آنیل کردن (Annealing)
برای افزایش انعطاف پذیری و کاهش سختی فلز، آنیل کاری انجام می شود که بخش مهمی از فرآیند فورجینگ است. در نتیجه کارپذیری آن بیشتر می شود. در فرآیند آنیل، فلز تا دمایی بالاتر از دمای تبلور گرم می شود و برای مدتی در آن دما باقی می ماند. سرعت سرد کردن فلز پس از آنیل به نوع فلز و ویژگی های آن بستگی دارد.

شکل دادن (Shaping)
زمانی که فلز به اندازه کافی منعطف و قابل شکل دهی شد؛ تحت تنش های گوناگون برای رسیدن به شکل مورد نظر قرار می گیرد. این روش ها عبارت اند از:
- چکش کاری (hammering)
- آسیاب کردن (grinding)
- قالب گیری (molding)
- فشرده سازی (compressing)
- خم کاری (bending)
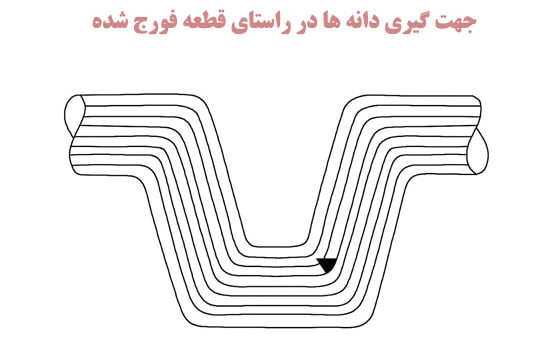
افزایش سختی قطعه (Hardening) در اثر شکل دادن میزان سختی قطعه فورج شده، بستگی به فرآیند آن دارد. قطعه تولیدشده به روش فورجینگ سرد، معمولا سختی بالاتری از قطعات فورج گرم دارد. در فرآیند فورجینگ، قطعه فلزی فشرده می شود، تغییر شکل می دهد و ساختار دانه بندی در جهت تغییر شکل قطعه، تغییر می کند. این فرآیند منجر به مقاومت در برابر خستگی و بهبود خواص مکانیکی آن می شود. همان طور که در شکل زیر مشاهده می کنید، جهت دانه ها برای قطعات فورجینگ با شکل قطعه مطابقت دارد. این ویژگی استحکام و مقاومت قطعه را در برابر خستگی افزایش می دهد.

انواع روشهای فورج
روش های آهنگری معمولا ضایعات کمی دارند یا بدون ضایعات هستند و می توانند هندسه قطعه نهایی را در مدت زمانی کوتاه در یک یا چند کورس فورج یا چکش ایجاد کنند. در تکنیک فورج عمل کوبیدن باعث شکلدهی فلزات بدون آسیب به جریان ذرات میشود و به همین دلیل فلز استحکام خود را حفظ میکند. در حال حاضر این فرایند، طبق درجه حرارت به این صورت طبقهبندی میشود:
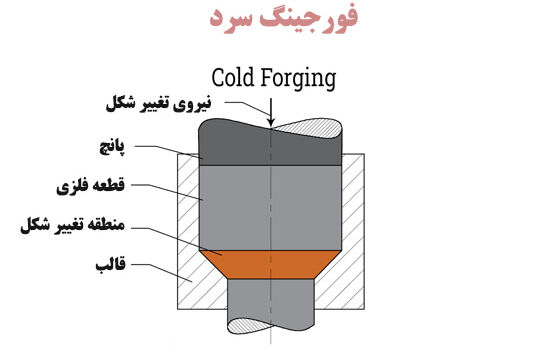
- آهنگری سرد یا Cold Forging (یک نوع کار سرد)فورج سرد در دمای اتاق و در چند مرحله انجام میشود. دما در این نوع از آهنگری به حدی پایین است که فلز اکسید نشود به همین دلیل دقت ابعادی قطعات تولید شده با فورج سرد بسیار بالاتر از فورج گرم است. این روش برای فلزات نرمی چون آلومینیوم، سرب و… قابل اجرا است درحالی که فورج فولادها با این روش امکانپذیر نیست.
- آهنگری گرم یا Warm Forgingفورج گرم تعادلی بین فورج سرد و داغ است، در این روش قطعه کار تا دمایی قبل از تبلور مجدد حرارت داده میشود. گرمای قطعه داغ به قالب و محیط منتقل میشود بدین ترتیب دمای خود قطعه کاهش مییابد. تنوع دمای فورج گرم حین انجام فرآیند موجب شده خواص ثابتی از ماده در دسترس نباشد.
- آهنگری داغ یا Hot Forging (یک نوع کار گرم)دمای آهنگری داغ بیشتر از دمای تبلور مجدد است. دمای بالا این فرآیند، تمایل به اکسید شدن را در قطعه افزایش میدهد، بنابراین نمیتوان دقت ابعادی دقیقی به دست آورد.
انواع فورج بر اساس دقت ابعادی
در فرآیند فورج کاری دسته بندی دیگری نیز وجود دارد که فورج را بر اساس دقت ابعادی تقسیم بندی می کنند:
- فورج دقیقدر آهنگری دقیق همانطور که از نام آن مشخص است میبایست ابعاد قطعه دقیق مشخص گردد تا بدون حضور مادهای دیگر قالب را پر کند. عموما آهنگریهای سرد در دسته آهنگریهای دقیق قرار داشته و در برخی موارد روش گرم نیز روش دقیق محسوب می شود. محصول نهایی در این روش شبیه و یا دقیقا همان شکل مورد نظر را خواهد داشت از این رو قطعه خروجی نیازی به ماشین کاری نداشته و در صورت نیاز، بسیار کم خواهد بود.
- فورج معمولیدر این فرآیند قطعه خروجی از نظر دقت و تلرانس ابعادی ضعیف تر بوده و لازم است که ماشین کاری حتما بر روی آن صورت بگیرد. در آهنگری به روش معمولی اغلب تنش کمتری به قالب وارد می شود و نیازی به هزینه نگهداری و تعمیرات نخواهد داشت.
نواع روش های فورج فلزات بر اساس نوع دستگاه
فورجینگ بر حسب نوع قالب مصرفی به روشهای مختلفی انجام میشود؛ برخی از متداولترین این روشها عبارتند از:
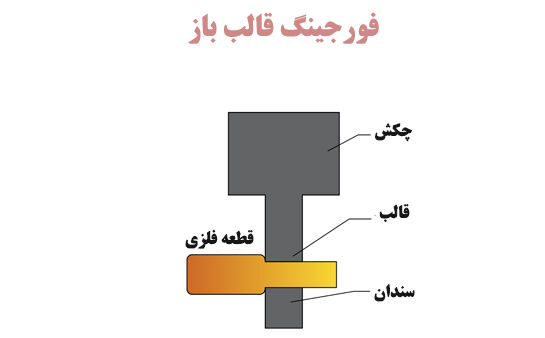
- فورجینگ قالب باز (Open die forging)
- در این نوع فورج با استفاده از یک چکش (هرعاملی که قادر باشد نیروی زیادی بر قطعه اعمال کند) ضربات متعددی به قطعه وارد میشود تا تغییر شکل دهد. عدم انحصار قطعه میان قالب و دیوارههای آن موجب حرکت آزادانه قطعه در راستای طولی و عرضی میشود. قطعات بزرگی که امکان تولید آنها با روش قالب بسته وجود نداشتهباشد را با استفاده از قالب باز تولید مینمایند. قالبهای این نوع فورج مسطح هستند اما میتوان برای تولیدات خاص، قالبهایی با سطوح ویژه تولید نمود.
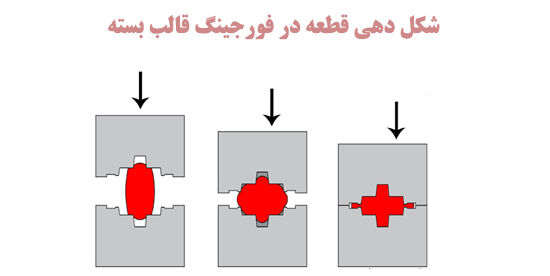
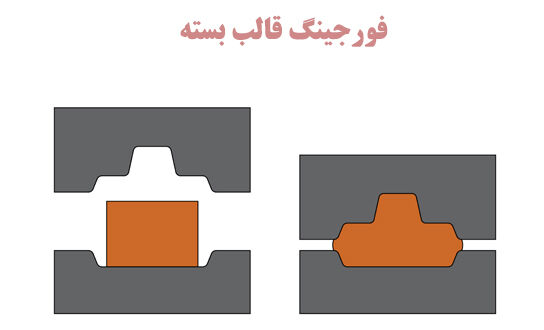
- فورجینگ قالب بسته (Closed die forging)
- فورج قالب بسته یکی دیگر از انواع روشهای آهنگری است، در این فرآیند قطعه به طور کامل درون حفرههای دو قالب قرار میگیرد تا شکل مورد نظر حاصل شود. در فورج قالب بسته یک قالب، نقش سندان و دیگری نقش چکش دارد. قالب چکشی با وارد کردن ضربات متعدد موجب پرشدن حفرههای موجود در قالب زیرین میشود.
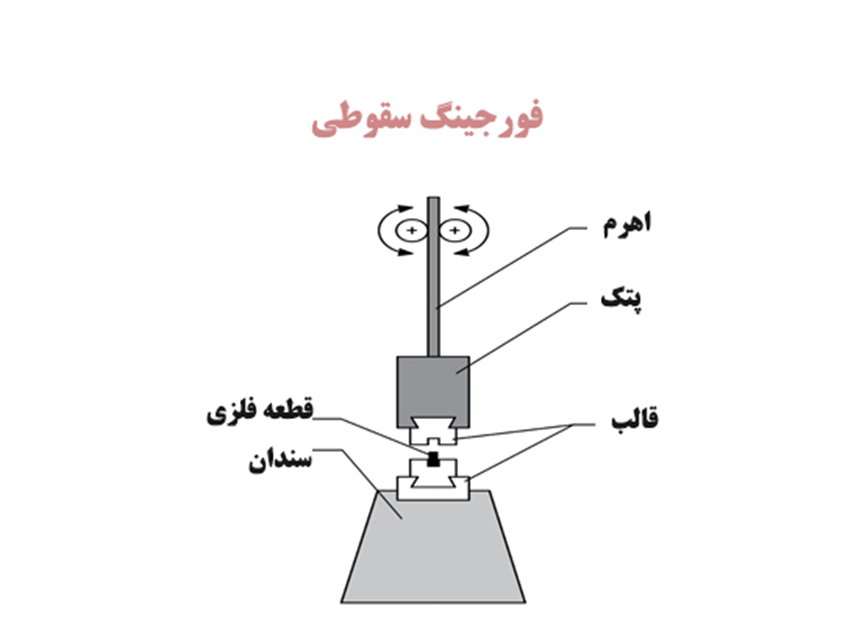
آهنگری سنتی و دستی (چکش و سندان)
چند هزار سال است که آهنگری یا فورج کاری توسط آهنگران انجام می شود. مرسوم ترین روش در این زمینه؛ روش سنتی است که با دو ابزار ساده و در اصطلاح چکش و سندان انجام میشود. از مزایای این روش میتوان به نداشتن هزینه قالب و تولید قطعات با اشکال ساده ذکر کرد و همچنین بزرگترین عیب این روش این است که نیاز به اپراتور یا کارگر ماهر دارد.
سندان، ابزاری فلزی است که آهنگران، مسگران و نعلبندان اشیاء را بر آن میکوبند یا آهنپارهها را با پتک روی آن صاف میکنند. ضربات چکشی روی قطعه با فاصله زمانی میلی ثانیه اتفاق میافتد. فلاش (فلزات اضافی) از حفرههای قالب خارج شده و به سرعت سرد میشوند. پس از تکمیل فورج فلاش حذف خواهد شد. همانطور که قبلا ذکر کردیم قالبهای بسته امکان تولید قطعات با اشکال پیچیده را با ابعادی دقیق و در تعداد بالا فراهم میآورند.
فورج نوردی
در این فرایند، سطح میله یا بیلت با عبور از میان دو غلتک متحرک که خلاف جهت یکدیگر می چرخند، کاهش می یابد. هدف اصلی از اجرای فورج نوردی، کاهش ضخامت و افزایش طول قطعه است. این کار تا زمانی ادامه پیدا می کند که شکل و اندازه مورد نظر به دست آید. غلتک های مورد استفاده با توجه به کاربردشان، می توانند دارای شیار باشند یا نباشند. تمام فلزاتی که با دیگر روش های آهنگری شکل داده می شوند، می توانند با این روش نیز شکل دهی شوند.
فورج آپست داغ
این نوع فورج که با نام آهنگری ماشینی نیز شناخته میشود، فرایندی است که برای بزرگتر شدن و تغییر سطح مقطع میله، لوله یا دیگر محصولاتی که مقطع یکنواخت دارند، اجرا می شود. ساده ترین شکل آهنگری آپست داغ، با نگه داشتن قطعه داغ بین قالب های شیاردار و اعمال فشار از طریق قالب های هدینگ (Heading) به انتهای قطعه انجام می گیرد. البته می توان از قالب های شیاردار نیز برای اعمال نیرو به قطعه استفاده کرد. از این روش می توان برای تولید دریچههای موتور، کوپلینگ ها، پیچ ها و برخی اتصالات فلزی دیگر استفاده کرد. این نوع فورجینگ را به دلیل شیوه انجام آن سادهترین نوع آهنگری میدانند.
فورج شعاعی
فورج رادیال یا فورج شعاعی، نوعی فرایند آهنگری قالب باز است. در این روش، قالب ها روی فک های یک ماشین فورج که حرکت نوسانی رفت و برگشتی دارند، سوار می شوند. حرکت هماهنگ و همزمان فکها در انتهای کورس سبب ایجاد یک مقطع بسته میشود. قطعه کاری که می تواند پیشروی دورانی یا محوری داشته باشد، از این مقطع گذرانده می شود. در اثر ضربات فک ها این قطعه تغییر شکل یافته و سطح مقطع متفاوتی پیدا می کند. در این فرایند معمولا یک ماندرل در درون لوله قرار می گیرد تا به کمک آن بتوان پروفیل مورد نظر را داخل لوله ایجاد کرد. این نوع فورج در سطح گستردهای جهت کاهش قطر محورها، لوله ها، محورهای پلهای و پروفیلهای داخلی مورد استفاده قرار میگیرد.
فورج با نرخ انرژی بالا (HERF)
فورج با نرخ انرژی بالا (HERF) که بعضا با نام آهنگری با سرعت بالا نیز شناخته می شود، نوعی آهنگری قالب بسته است. این فرآیند می تواند به صورت گرم یا سرد انجام شود. در تکنیک HERF جهت افزایش سرعت تغییر شکل قطعه از انرژی ذخیره شده در یک گاز با فشار بالا استفاده میشود. از این رو خواص نهایی قطعه معمولا در یک یا دو کورس آهنگری به دست می آید. سرعت ضربه در ماشین های HERF از ۵ تا ۲۲ متر بر ثانیه متغیر است. سرعت پیستون نیز می تواند بین ۴٫۵ تا ۹٫۱ متر بر ثانیه متغیر باشد.
فورج پودری
فورج پودر ترکیبی از متالورژی پودر و فورج است. در این روش قطعه اولیه باید به گونهای طراحی و ساخته شود که انتقال پودر و توزیع وزنی قطعه را تضمین نماید. این رویه توسط پرسهای کامپکت انجام میشود.
سکه زنی
سکه زنی نوعی فورج قالب بسته است که به صورت سرد انجام میشود. همانطور که از نام این روش مشخص است سکه زنی جهت شکل دادن به سکهها، مدالها و جواهرآلات استفاده میشود. برای رسیدن به دقت ابعادی دلخواه در این روش باید فشاری تا پنج یا شش برابر استحکام ماده اعمال شود.
روش سکه زنی به شما امکان استفاده از روانکار را نخواهد داد، علت این موضوع این است که فلز تحت فشار، رفتار غیرقابل تراکمی از خود نشان میدهد که از شکل دهی دقیق قطعه جلوگیری به عمل میآورد.
مواد و تولیدات فورج
کدام مواد بهترین نتیجه را در فورج کاری حاصل میکنند؟
هر فلزی را میتوان فرایند فورج کاری قرار داد ولی با این حال میخواهیم برخی فلزات را که بصورت معمول فورج کاری میشوند را معرفی کنیم:
- همه انواع فولاد ها ازجمله فولاد mo40 و فولاد ck45
- کربن
- آلومینیوم
- تیتانیوم
- مس
- آلیاژ هایی نظیر کبالت، نیکل و مولیبدن
- برنج و….
فولاد گرمکار و انواع فولاد گرمکار نیز می توانیم با استفاده از فورج شکل دهی داد.همچنین قیمت انواع فولاد گرمکار نیز متفاوت است.
مزایای فورجینگ
فورجینگ یکی از روش های محبوب تولید در میان صنعتگران است. این روش مزیت های خاص خود را دارد:
- استحکام بالا در جهت فورج شده
- مقاومت به خستگی بالا
- بدون محدودیت در طراحی
- امکان کار با ضخامت های گوناگون
- تولید قطعات با طراحی های پیچیده
- سرعت تولید بالا
- کیفیت بالای سطح قطعات
- بازدهی بالای خط تولید
- امکان بازیابی قطعات تولیدی
معایب فورج کاری
مهم ترین مشکل فورج کاری به عنوان یک روش تولید فلز، داشتن سرمایه خیلی زیاد است. فرایند ماشین کاری و ابزار زنی نیز کاملا گران قیمت هستند. و البته فورج کاری هم توسط تکنیسین های خبره نظارت و اجرا میشود.
مشکل بعدی داشتن اثرات منفی زیست محیطی این فرایند است.این فرایند همواره با سروصدا و لرزش مداوم همراه است و این برای مردمی که در نزدیکی محل فورج کاری زندگی میکنند مشکل خواهد بود.با این حال این مشکل میتواند با ساخت سازه های مخصوص ضد سر و صدا تا مقدار زیادی حل شود.
از طرفی باید اقرار کرد که فورج کاری ضایعات کمتری دارد.
نقض های فورج کاری:
اگرچه با فورج کاری میتوان بهترین نتایج رو گرفت ولی چندین نقض در این فرایند وجود دارد که به چند مورد از انها اشاره میکنیم:
- بخش هایی از فلز که دارای حفره میباشند
- سطح پولکی
- جابجایی قالب
- چال های سطحی